Benefits of Vacuum Can Sealing Machines in Packaging Industry
Vacuum can sealing machines have become a game-changer in the packaging industry, offering a wide range of benefits that are revolutionizing the way products are packaged and preserved. These machines use vacuum technology to remove air from the packaging, creating a tight seal that helps to extend the shelf life of products and maintain their freshness. In this article, we will explore the various benefits of vacuum can sealing machines in the packaging industry.
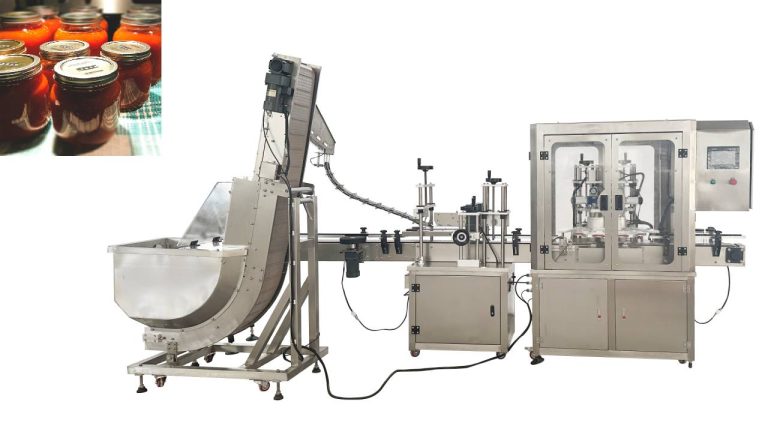
One of the key advantages of vacuum can sealing machines is their ability to prevent oxidation and spoilage of food products. By removing oxygen from the packaging, these machines help to slow down the growth of bacteria and mold, which can cause food to spoil quickly. This not only helps to reduce food waste but also ensures that products remain fresh for longer periods, allowing manufacturers to extend their product shelf life and reduce the risk of product recalls.
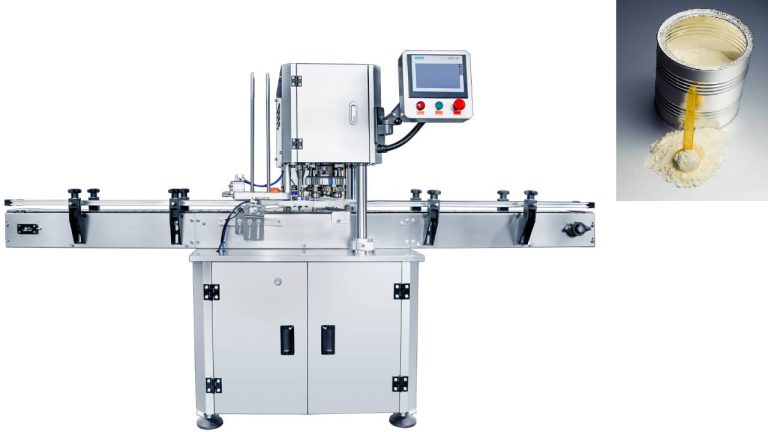
In addition to preserving the freshness of food products, vacuum can sealing machines also help to protect products from external contaminants such as dust, moisture, and pests. The airtight seal created by these machines acts as a barrier, preventing any outside elements from entering the packaging and compromising the quality of the product. This is particularly important for products that are sensitive to moisture or require a sterile environment, such as pharmaceuticals or medical devices.
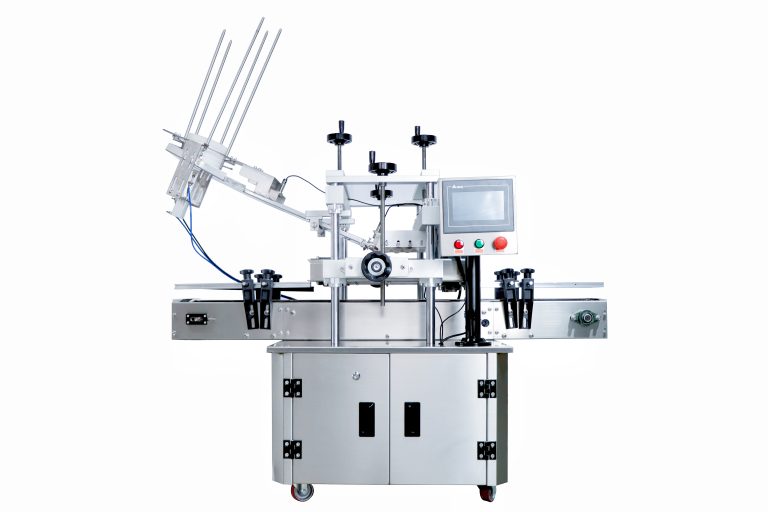
Furthermore, vacuum can sealing machines are highly versatile and can be used to package a wide range of products, including dry goods, liquids, and perishable items. This flexibility makes them an ideal packaging solution for manufacturers across various industries, from food and beverage to pharmaceuticals and electronics. Whether packaging coffee beans, sauces, or electronic components, vacuum can sealing machines provide a reliable and efficient way to protect products during storage and transportation.
Another benefit of vacuum can sealing machines is their cost-effectiveness. By extending the shelf life of products and reducing the risk of spoilage, manufacturers can save money on wasted inventory and minimize the need for frequent product recalls. Additionally, the airtight seal created by these machines helps to reduce the need for additional packaging materials, such as plastic wrap or containers, which can further lower packaging costs and minimize environmental impact.

Moreover, vacuum can sealing machines are easy to operate and require minimal maintenance, making them a convenient and efficient packaging solution for manufacturers of all sizes. With user-friendly controls and automated sealing processes, these machines can streamline production and increase output, allowing manufacturers to meet growing demand and improve overall efficiency.
In conclusion, vacuum can sealing machines are revolutionizing the packaging industry by offering a range of benefits that help to preserve the freshness of products, protect them from external contaminants, and reduce packaging costs. With their versatility, cost-effectiveness, and ease of use, these machines have become an essential tool for manufacturers looking to improve product quality, extend shelf life, and enhance overall efficiency. As the demand for high-quality, long-lasting products continues to grow, vacuum can sealing machines will play a crucial role in meeting consumer expectations and driving innovation in the packaging industry.